在不锈钢上攻丝比在普遍钢材上攻丝要困难得多。经常出现由于扭矩大,丝锥被“咬死”在螺孔中,崩齿或折断,螺纹表面不光华且沟纹,尺寸超差,乱扣和丝锥磨损严重等现象。 因此,攻制不锈钢螺纹时应采取相应的技术措施加以解决.
1、攻制不锈钢螺纹时,“胀牙”现象比较严重,丝锥容易“咬死”在孔中,所以螺纹底孔应适当加大。一般情况下,螺距为1mm以下的螺纹底孔直径等于公称直径减去螺距;螺距大于1mm时,螺纹底孔直径等于公称直径减去1.1倍螺距.
2、选择合适的丝锥和合理的切削用量,是关系到攻丝质量的关键。丝锥材料,应选含钴或铝超硬高速钢.
3、可采用无槽丝锥对不锈钢攻丝.
4、不锈钢攻丝时,应保证有足够的冷却润滑液。
5、在攻丝的过程中,万一丝锥折断,可将工件放在硝酸溶液中进行腐蚀,可以很快将高速钢丝锥腐蚀,而不报废工件.
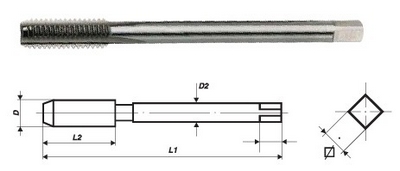 HSSE钴高速钢机用丝锥 HSSE钴高速钢机用丝锥
Wollschlaeger含钴丝锥,适用于结构钢、碳钢、免切割钢以及表面硬化钢、铜和铜合金、铝和铝合金、塑料等,特别适用于不锈钢材料的攻丝。
沃施莱格工具,你值得拥有! |